| 产品参数 | |
|---|---|
| 产品价格 | 5800/次 |
| 发货期限 | 24小时到达现场 |
| 供货总量 | 58 |
| 运费说明 | 汽运 |
| 品牌 | 盛龙 |
| 服务范围 | 全国上门 |
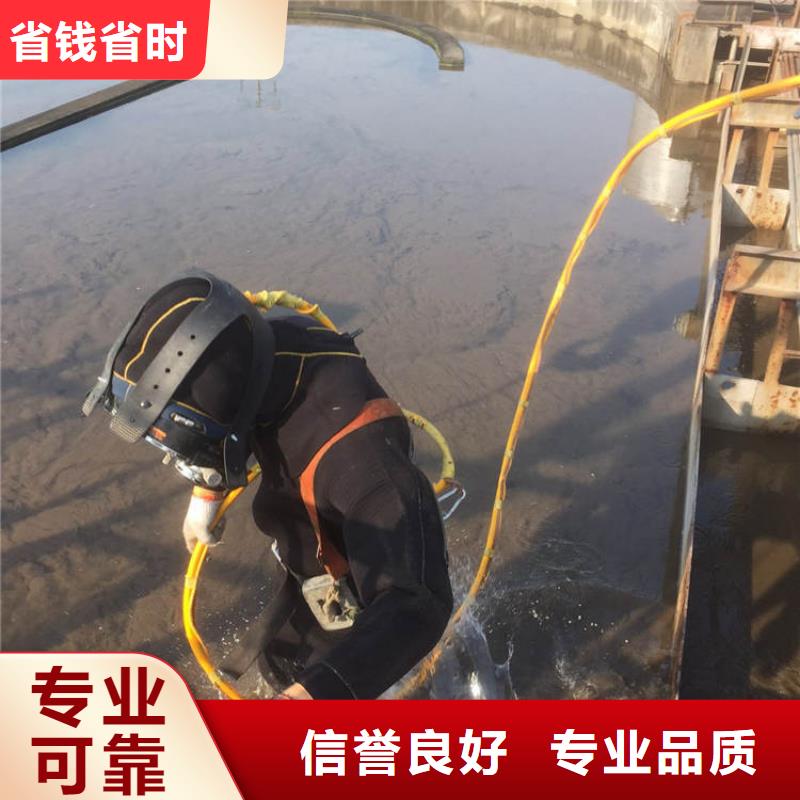
| 用途 | 水下堵漏 |
| 所在地 | 全省 |

水下焊接方法
水下焊接有干法、湿法和局部干法三种。
(一)干法焊接
这是采用大型气室罩住焊件、焊工在气室内施焊的方法,由于是在干燥气相中焊接,其安全性较好。在深度超过空气的潜入范围时,由于增加了空气环境中局部氧气的压力,容易产生火星。因此应在气室内使用惰性或半惰性气体。干法焊接时,焊工应穿戴特制防火、耐高温的防护服。
与湿法和局部干法焊接相比,干法焊接安全性 ,但便用局限性很大,应用不普遍。
(二)局部干法焊接
局部干法是焊工在水中施焊,但人为地将焊接区周围的水排开的水下焊接方法,其安全措施与湿法相似。
由于局部干法还处于研究之中,因此使用尚不普遍。.320-
(三)湿法焊接
湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。
电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料形成套筒使气泡稳定存在,因而使电弧稳定,如图8-1所示。要使焊条在水下稳定燃烧,必须在焊条芯上涂一层一定厚度的涂药,并用石蜡或其他防水物质浸渍的方法,使焊条具有防水性。气泡由氢、氧、水蒸气和由焊条药皮燃烧产生的气泡;浑浊的烟雾生的其他氧化物。为克服水的
冷却和压力作用造成的引弧及稳弧困难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。
(1)水下堵漏时当漏点大、出水量大时,需埋管引水,清理渗漏基面,固化面达到一定强度。修复基面时,安装尾水管灌浆孔(清孔、安装、修复)。修理时,泄漏的零件应逐渐变得越来越小。然后用高压灌浆机灌注双液或多液混合材料(视现场情况而定)快速固化基面。在满足工艺施工条件后,对缝隙进行填充,达到加固结构和堵漏防漏的效果。
(2)如果场地为钢制,渗漏处含有流沙,侧壁含有塌陷,应采用焊接钢板加固。变径封堵法,根据现场需要,在型钢上焊接钢板,然后埋管引水,清理渗漏基面,安装注浆管,集中处理。
(3)当大面积出现渗漏时,应采用多管近点降水和高密度排水灌浆方法。应埋设多根管子(管子做成N孔),排水时应注入更多的液体或混合材料。
(4)当地面有大弹簧或管涌时,需用高压喷射灌浆机迅速断水。
水下切割过程多从被切割工件的边缘开始,直到中间切割;但有时受结构特点或环境的限制,需要从中间切割。从工件边缘开始切割时,首先将切割条的端部接触工件边缘,垂直于切割面,将切割条的内孔骑在工件边缘的棱线上,然后输送电弧。采用接触法引弧,开始时不要移动割条,待工件边缘形成凹口后再慢慢向中间移动,开始正常切割;也可以在边缘附近(离边缘线不超过10mm)引弧,引弧后迅速向边缘移动,使边缘口形成凹口,然后逐步向中间切割。
从中间切割时,比从边缘切割更容易。先将切割端部接触工件,使其与工件的切割面成80~85°的角度,然后采用接触法或划痕法引弧。引弧后保持原地不动,直至割穿后再开始正常切割。
水下切割安全工作的一个重要特点就是在许多方面做了大量的准备工作,通常包括以下几个方面:
(1)调查工作区域的气象、水深、水温、流速等环境条件。如果水面风力小于6级,作业点水流速度不超过0.1-0.3m/s,则可进行作业。
(2)水下切割前,应查明切割部位的性质和结构特点,以及作业对象中是否有易燃、易爆、有毒物质。气体供给管道及电缆损坏时,应适当固定,尤其是在水下切割时,以防止气体供给管道及电缆损坏。
水下切割公司
(3)潜水前,检查切割设备和工具、潜水设备、供气管道和电缆、通讯工具的绝缘、水密性和工艺性能。氧胶管应用蒸汽或热水的工作压力清洗1.5倍,润滑脂不能粘附于软管内外。燃气管道和电缆应定期捆扎牢固。5米以内避免缠绕。潜入水中时,应及时放置供气管、电缆和信号绳,使其处于安全位置。
(4)在半径等于作业点以上水深的区域,不得同时进行其他作业。水下作业时,由于未燃气体或有毒气体会逸出漂浮在水面上,水上人员应采取防火准备措施,并将供气泵置于上风位置,防止水下人员发生火灾或有毒气体中毒。

![[无锡]盛龙水下堵漏封堵切割打捞焊接作业工程有限公司名片](http://ypmimg.sys00.com/UploadImg/2505/new_card.jpg "[无锡]盛龙水下堵漏封堵切割打捞焊接作业工程有限公司名片")